Линия сварки фильтровальных рукавов. Сравнительный анализ сварной технологии производства
ВВЕДЕНИЕ
Фильтровальные рукава — важнейшие элементы систем очистки газов и жидкостей, эксплуатируемые в самых разных отраслях: от пищевой и фармацевтической до химической и нефтегазовой. Их главная задача состоит в надёжном отделении твёрдых частиц от газовых и жидких потоков, что непосредственно сказывается на качестве готовой продукции, безопасности технологических операций и экологических показателях производства.
При возрастающих запросах к чистоте фильтрации и долговечности оборудования первостепенное значение приобретает качество соединений при изготовлении фильтровальных рукавов. Именно продольный шов, формирующий цилиндр, часто оказывается наиболее уязвимым участком, определяющим общую надёжность и эффективность фильтроэлемента.
В настоящем обзоре сопоставляются два принципиально разных способа создания продольного шва при выпуске рукавов: классический ниточный (сшивной) и современный сварной. Основное внимание уделено технологическим, эксплуатационным и экономическим преимуществам сварной методики, которая в последние годы получает всё большее распространение в промышленном производстве.
Практическую ценность рассматриваемой технологии наглядно иллюстрирует опыт предприятия «Комета». Оно не только освоило сварной метод, но и разработало собственное высокопроизводительное оборудование. В цехах работают две автоматические линии продольной сварки собственной конструкции, каждая из которых способна выдавать до 2 километров качественного шва за стандартную 8‑часовую смену. Благодаря высокой производительности и отличному качеству соединений мы бесперебойно снабжаем фильтровальными рукавами промышленные объекты Москвы, других регионов России и Казахстана. Этот пример подтверждает не только техническую осуществимость сварной технологии в промышленных объёмах, но и её экономическую оправданность при серийном выпуске.
Актуальность представленного исследования продиктована необходимостью совершенствования производственных процессов, повышения надёжности фильтрационного оснащения и соответствия ужесточающимся отраслевым стандартам качества, что в совокупности формирует конкурентные преимущества изготовителей фильтровальных материалов.
КОНСТРУКЦИЯ ФИЛЬТРОВАЛЬНЫХ РУКАВОВ
Фильтровальный рукав — это цилиндрический фильтрующий элемент, надеваемый на перфорированный каркас внутри корпуса фильтра. Его основное назначение — задерживать твёрдые включения при протекании газовой или жидкой среды сквозь стенки.
Выделяют несколько основных типов рукавов:
• Тканые рукава: производятся переплетением нитей, гарантируют точную фильтрацию.
• Нетканые рукава: формируются из хаотично уложенных волокон, скреплённых различными методами. Отличаются повышенной грязеёмкостью.
• Композитные рукава: комбинируют несколько слоёв материалов с различающимися характеристиками.
МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА
При изготовлении фильтровальных рукавов применяют разнообразные полимерные материалы, подбираемые исходя из условий эксплуатации:
| Материал | Температурный диапазон | Ключевые свойства |
|---|---|---|
| Полиэстер (PES) | до +150°C | Прочность, стойкость к химикатам |
| Полипропилен (PP) | до +95°C | Химическая инертность, водоотталкивание |
| Нейлон (PA) | до +110°C | Износостойкость, эластичность |
СВАРНАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
Общие принципы сварки
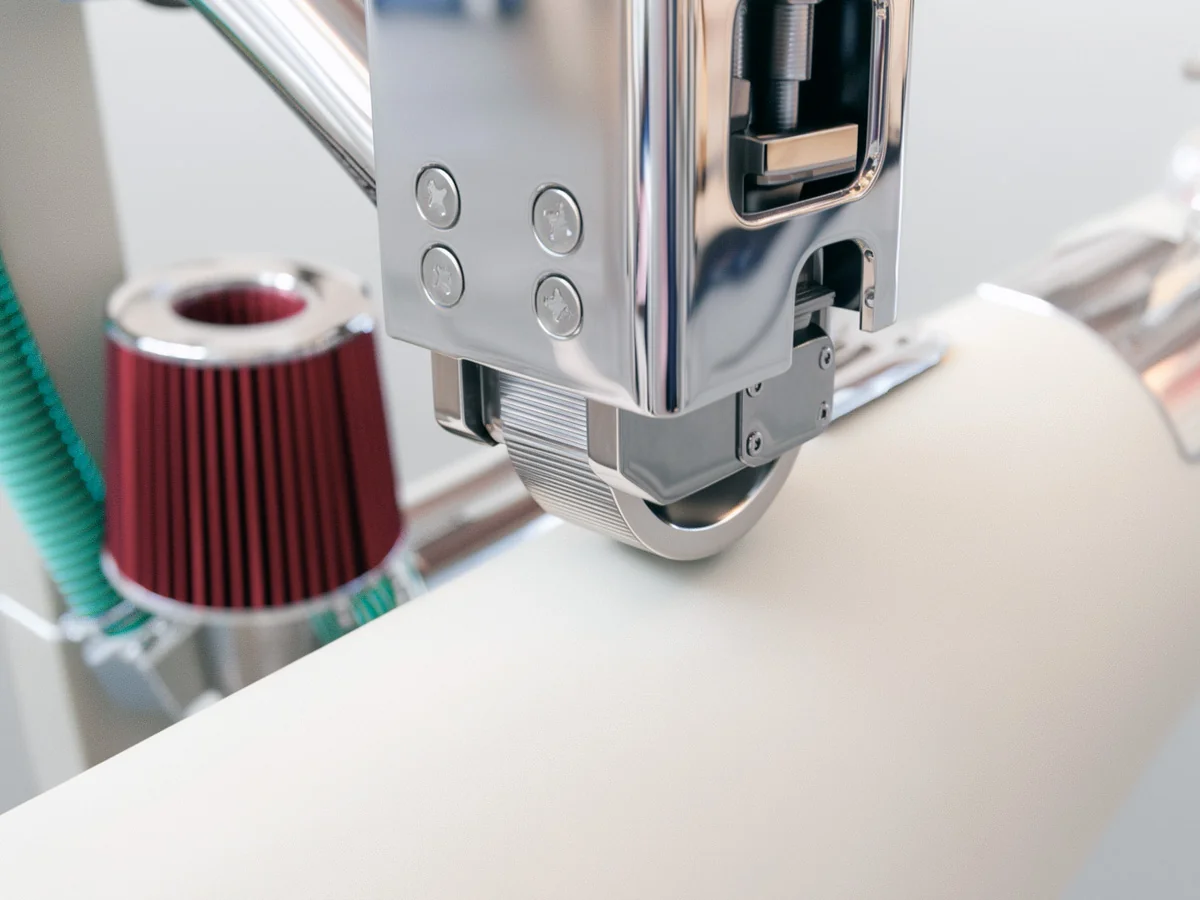
Сварка фильтровальных рукавов — это операция соединения краёв полотна путём их нагрева до плавления и последующего сплавления. Данный подход широко применяется в промышленности и обеспечивает высокую скорость выпуска продукции.
Производительность современных линий продольной сварки позволяет оперативно выполнять даже крупные заказы.
Методы сварки для разных материалов
Сварка нетканых материалов: Используется термическая сварка с точно регулируемым температурным режимом. Процесс ведёт к оплавлению полимерных волокон по кромкам и формированию монолитного соединения.
Сварка тканых материалов: Применяется аналогичный способ, но с гораздо более жёстким контролем параметров сварки. Это необходимо, чтобы сохранить целостность и геометрию материала и при этом получить надёжный шов.
СРАВНЕНИЕ МЕТОДОВ СОЕДИНЕНИЯ
| Параметр | Сварной шов | Сшивной шов (ниточный) | Преимущество сварного шва |
|---|---|---|---|
| Герметичность | Монолитное соединение | Возможны микропротечки | Исключает проскок загрязнений |
| Прочность | 85‑95% от прочности материала | 60‑75% от прочности материала | Выше на 25‑40% |
| Гигиеничность | Гладкая поверхность | Наличие нитей и отверстий | Легче очищается, меньше мест для бактерий |
| Химическая стойкость | Идентична основному материалу | Зависит от стойкости нитей | Более предсказуемое поведение |
| Срок службы | На 20‑40% дольше | Стандартный | Увеличенный ресурс |
ПРЕИМУЩЕСТВА СВАРНОГО ШВА
Технические достоинства
1. Полная герметичность: Сварное соединение образует сплошной шов без микрощелей, что полностью устраняет проскок неотфильтрованных частиц. Это критически важно там, где требуется высокая степень очистки.
2. Повышенная механическая прочность: Сварные швы выдерживают более высокие рабочие давления, что увеличивает надёжность и срок службы рукавов при переменных нагрузках.
3. Сохранение фильтрационных характеристик: Сварной шов почти не влияет на пористость и номинальную тонкость фильтрации материала, тогда как сшивной шов способен создавать зоны с изменёнными фильтрующими свойствами.
Эксплуатационные выгоды
4. Гигиеничность: Ровная поверхность сварного шва лишена углублений и выступов, где могли бы скапливаться микроорганизмы или остатки продукта. Это упрощает очистку и стерилизацию, способствуя соблюдению санитарных норм.
5. Химическая инертность: Поскольку сварка не требует дополнительных расходных материалов (ниток, клеев), химическая стойкость шва полностью совпадает со стойкостью самого полотна. Это гарантирует стабильную работу в агрессивных средах.
6. Температурная стабильность: Сварные соединения остаются целостными во всём диапазоне рабочих температур материала, тогда как сшивные швы могут разрушаться из‑за различий в тепловом расширении нитей и основы.
Экономические плюсы
7. Долговечность: Увеличенный ресурс сварных рукавов (на 20‑40% больше по сравнению со сшивными) сокращает частоту замены фильтроэлементов и связанные с этим эксплуатационные затраты.
8. Снижение вероятности простоев: Высокая надёжность сварных соединений уменьшает риск преждевременного выхода рукавов из строя, что минимизирует остановки технологического оборудования.
9. Экономическая эффективность массового выпуска: Большая производительность сварочных линий позволяет снижать себестоимость изделий при крупносерийном производстве.
Контроль качества
Современные сварочные линии гарантируют стабильное качество соединений благодаря:
• Автоматизации процесса: снижение влияния человеческого фактора.
• Постоянному мониторингу параметров: отслеживание температуры, давления и скорости сварки.
• Встроенным системам контроля: обнаружение дефектов в реальном масштабе времени.
ЗАКЛЮЧЕНИЕ
Сравнительный анализ методов соединения фильтровальных рукавов выявляет значительные преимущества сварной технологии перед традиционным сшивным способом. Сварной шов даёт более высокую герметичность, механическую прочность и долговечность.
Ключевые плюсы сварной методики: исключительная герметичность стыка, повышенная стойкость к рабочим давлениям, улучшенные гигиенические показатели, полное соответствие химической стойкости шва основному материалу и увеличенный срок службы фильтровальных элементов.
Перечисленные достоинства делают сварную технологию изготовления рукавов предпочтительным выбором для применений, где важны высокая надёжность, продолжительный ресурс и соответствие строгим критериям качества фильтрации.
Внедрение современных сварочных линий с высокой производительностью позволяет эффективно задействовать данную технологию в промышленных объёмах, обеспечивая экономическую целесообразность и стабильное качество продукции. Наше предприятие активно сотрудничает с заказчиками в Москве, по всей России и в Казахстане, предлагая действенные решения для промышленной фильтрации.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Родин А.В. Фильтровальные материалы и процессы фильтрации жидкостей. — СПб.: Химиздат, 2018. — 304 с.
2. Технология очистки и стабилизации пищевых жидкостей / Под ред. К.С. Лаптева. — М.: ДеЛи принт, 2020. — 412 с.
3. Справочник по фильтрации и разделению сред / Под ред. В.А. Кузнецова. — М.: Химия, 2017. — 528 с.
4. Технологии сварки полимерных материалов в производстве фильтровальных элементов / Под ред. И.В. Петрова. — М.: Машиностроение, 2022. — 216 с.
5. ГОСТ Р 55227-2012 «Фильтры жидкостные. Общие технические условия».
6. Технические каталоги и стандарты производителей фильтровальных материалов.
7. Материалы научно-практической конференции «Современные технологии фильтрации в пищевой промышленности». — СПб., 2023.